



Варианты термической обработки заводы
Пожалуй, одним из самых распространенных заблуждений в нашей индустрии является упрощенное понимание термической обработки. Часто, особенно на небольших предприятиях, сводят все к нагреву и охлаждению, забывая о тонкостях режимов, влиянии состава сплава и конечных свойствах. Я не буду вдаваться в академические дебри, а лучше поделюсь наработками, которые накопились за годы работы, и расскажу о тех моментах, где мы сталкивались с самыми неожиданными результатами. Начнем с простого – с определения целей, а это уже половина успеха. Без четкого понимания, чего мы хотим добиться, любое, даже самое грамотное, воздействие температуры может привести к непредсказуемому исходу.
Предварительный нагрев: залог стабильности
Предварительный нагрев – это, на мой взгляд, критически важный этап во многих процессах. Особенно это касается закалки и отпуска. Почему? Потому что он позволяет выравнять температуру по всему объему детали, снять внутренние напряжения, возникшие, например, при холодной обработке. В противном случае, локальные перепады температуры приведут к образованию внутренних напряжений, что, в свою очередь, может стать причиной деформаций и разрушений.
Мы, например, работали с крупным заводом, выпускающим компоненты для турбин. Изначально они не уделяли достаточного внимания предварительному нагреву перед закалкой. В итоге, после нескольких партий брака, выяснилось, что неравномерный нагрев был основной причиной. Внедрив более точный контроль температуры и время выдержки, удалось значительно повысить качество продукции и снизить количество отходов. Это, конечно, потребовало инвестиций в оборудование и обучение персонала, но в перспективе окупилось сторицей.
Что касается конкретных примеров – для стали 40Х, например, рекомендуемый предварительный нагрев перед закалкой обычно составляет 50-70 градусов ниже точки А?. Но это – лишь отправная точка. Реальное значение зависит от размера детали, формы, состава сплава и конкретных требований к конечному состоянию. Поэтому всегда нужно проводить предварительные эксперименты, чтобы определить оптимальные параметры.
Закалка: контроль температуры – искусство
Закалка… Сложное дело. Просто нагреть до нужной температуры и быстро охладить – недостаточно. Погрешность в несколько градусов может существенно повлиять на механические свойства. Например, при закалке стали 30ХГСА, небольшое отклонение от оптимальной температуры может привести к снижению твердости и прочности. К тому же, необходимо учитывать, что скорость охлаждения должна быть равномерной и контролируемой, чтобы избежать образования трещин и деформаций.
У нас был случай, когда на одном из заводов, использующем закатку, пренебрегли контролем температуры охлаждающей жидкости. В результате, деталь получилась с неоднородной структурой, с повышенной пластичностью в некоторых участках и сниженной в других. Последующая термическая обработка не смогла исправить ситуацию, и деталь была признана непригодной к использованию. В таких случаях, конечно, виноват не только персонал, но и отсутствие должной системы контроля и мониторинга.
Один из вариантов – использование специальных термопары и систем автоматического регулирования охлаждения. Это, конечно, требует значительных затрат, но в случае с высокоточным оборудованием это, как правило, оправданная инвестиция. Не стоит забывать и о влиянии масла или воды на скорость охлаждения. Выбор охлаждающей жидкости зависит от конкретного сплава и требуемой скорости охлаждения. Например, для стали с высоким содержанием углерода часто используют масло, а для стали с низким содержанием углерода – воду.
Отпуск: восстановление и стабилизация
Отпуск – это, пожалуй, самый недооцененный этап термической обработки. Многие считают, что после закалки деталь готова к использованию, но это не так. После закалки структура металла остается напряженной и нестабильной. Отпуск позволяет снизить внутренние напряжения, повысить пластичность и вязкость, а также стабилизировать структуру металла. Неправильно подобранный режим отпуска может привести к образованию трещин, деформаций и снижению механических свойств.
В зависимости от сплава и требуемых свойств, отпуск может проводиться при разных температурах и продолжительности. Например, для стали 40Х отпуск обычно проводится при температуре 500-600 градусов Цельсия в течение 2-4 часов. Но это – лишь общие рекомендации. Для каждой детали необходимо разрабатывать индивидуальный режим отпуска, учитывая ее размеры, форму, состав сплава и требования к конечному состоянию.
Важно помнить, что отпуск – это не просто нагрев до определенной температуры и выдержка. Это сложный процесс, который требует точного контроля температуры и времени выдержки. Также важно учитывать, что при отпуске может происходить изменение структуры металла, что, в свою очередь, может повлиять на его свойства. Поэтому важно проводить предварительные эксперименты, чтобы определить оптимальные параметры отпуска.
Технологические особенности и распространенные проблемы
При работе с различными сплавами возникают свои особенности. Например, при термической обработке алюминиевых сплавов необходимо учитывать их высокую теплопроводность, что может привести к неравномерному нагреву. В таких случаях необходимо использовать специальные нагревательные элементы и системы контроля температуры. Также важно учитывать, что алюминиевые сплавы подвержены окислению при высоких температурах, поэтому необходимо использовать защитную атмосферу.
Мы часто сталкивались с проблемой образования трещин при закалке стальных деталей сложной формы. Это связано с неравномерным распределением температуры и высоким градиентом напряжений. Для решения этой проблемы мы использовали специальные методы нагрева и охлаждения, а также модифицировали геометрию деталей. Также важно использовать качественные охлаждающие жидкости и контролировать их чистоту.
Еще одна распространенная проблема – это изменение размеров деталей при термической обработке. Это связано с усадкой металла при охлаждении. Для компенсации этого эффекта необходимо учитывать коэффициент усадки и разрабатывать специальные припуски на размеры деталей. Также важно использовать методы термической обработки, которые позволяют минимизировать усадку металла.
Перспективы развития технологий термической обработки
Современные технологии термической обработки постоянно развиваются. Появляются новые методы нагрева и охлаждения, новые материалы и новые способы контроля температуры. Например, активно развивается технология индукционной термической обработки, которая позволяет нагревать детали без контакта с нагревательным элементом. Это позволяет значительно повысить точность нагрева и снизить риск образования дефектов. Также перспективным направлением является использование компьютерного моделирования для оптимизации режимов термической обработки.
Однако, несмотря на все достижения, в нашей индустрии все еще остается много нерешенных проблем. Например, сложно добиться точного контроля температуры в сложных условиях производства, а также сложно оценить влияние различных факторов на конечные свойства деталей. Поэтому необходимо продолжать исследования и разработки в этой области, чтобы обеспечить производство высококачественных изделий с заданными свойствами.
В заключение, хотел бы подчеркнуть, что термическая обработка – это не просто технологический процесс, это искусство, требующее знаний, опыта и постоянного совершенствования. И только при правильном подходе можно добиться желаемых результатов и обеспечить высокое качество продукции. Мы, в ООО Синхуа Дунчан Легированная Сталь, стараемся придерживаться именно такого подхода.
Соответствующая продукция
Соответствующая продукция





Самые продаваемые продукты
Самые продаваемые продукты-
 Загрузочная корзина для печей термической обработки
Загрузочная корзина для печей термической обработки -
 Решётка колосниковая для нагревательной печи
Решётка колосниковая для нагревательной печи -
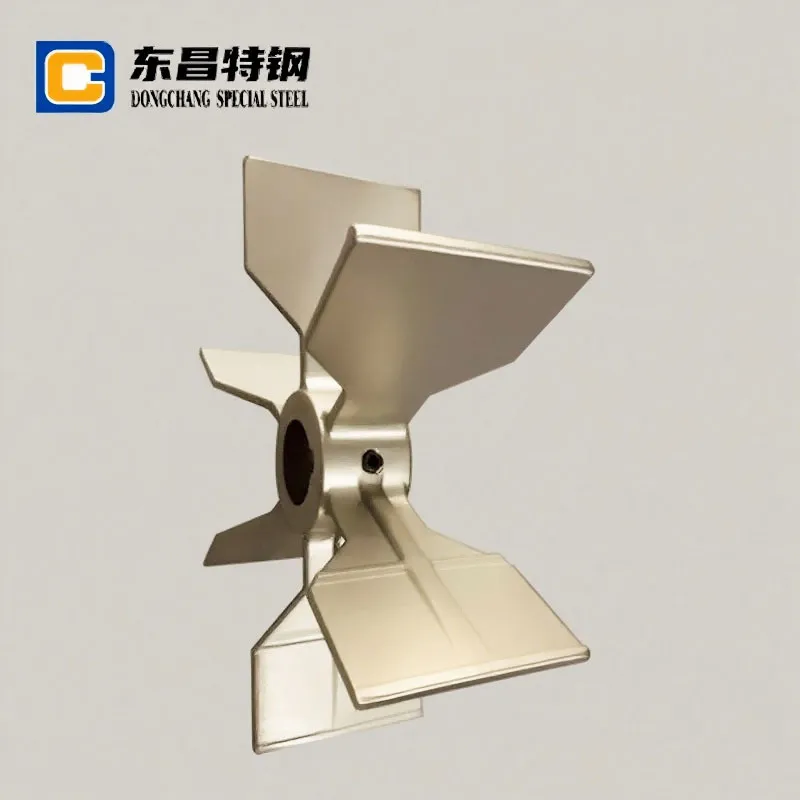
 Лопатка вентилятора из легированной стали
Лопатка вентилятора из легированной стали -
 Поддон из легированной жаропрочной стали
Поддон из легированной жаропрочной стали -
 Колосниковая решётка для мусоросжигательных котлов из жаропрочной стали
Колосниковая решётка для мусоросжигательных котлов из жаропрочной стали -
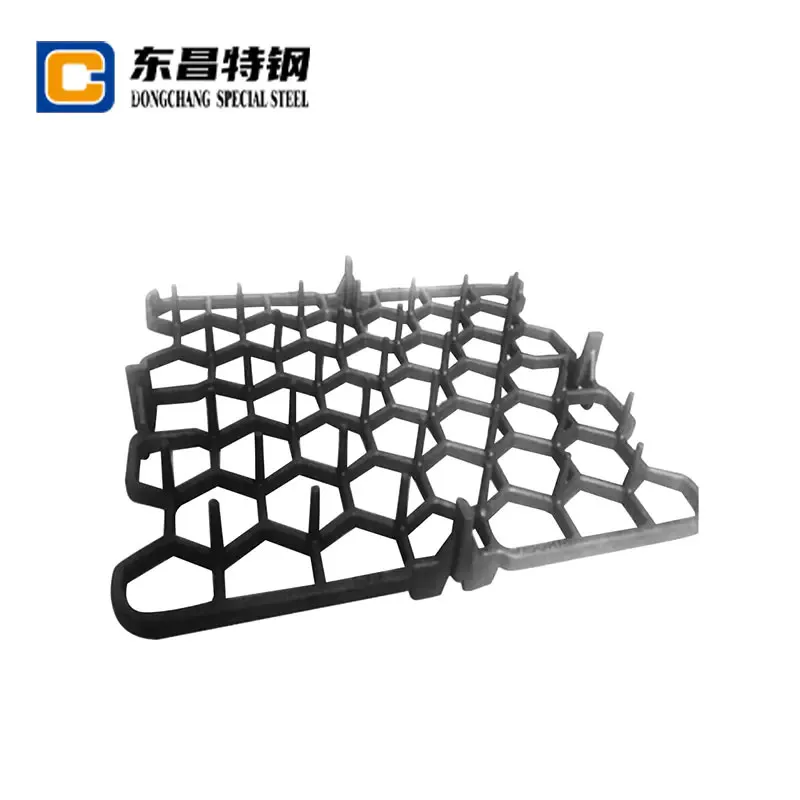
 Износостойкая колосниковая решётка типа KC с защитными накладками
Износостойкая колосниковая решётка типа KC с защитными накладками -
 Термостойкие ролики печного пода
Термостойкие ролики печного пода -
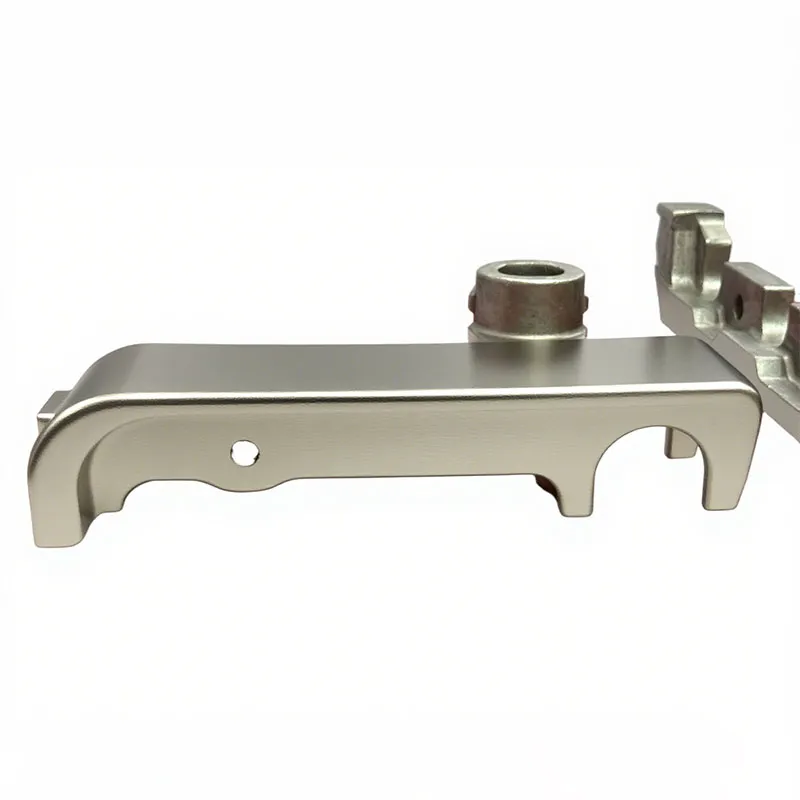
 Сборочная грузозахватная оснастка для крупногабаритной термообработки
Сборочная грузозахватная оснастка для крупногабаритной термообработки -
 Печная цепь, стойкая к высоким температурам и высокой твердости
Печная цепь, стойкая к высоким температурам и высокой твердости -
 Огнеупорная колосниковая решётка для чугунных котлов
Огнеупорная колосниковая решётка для чугунных котлов -
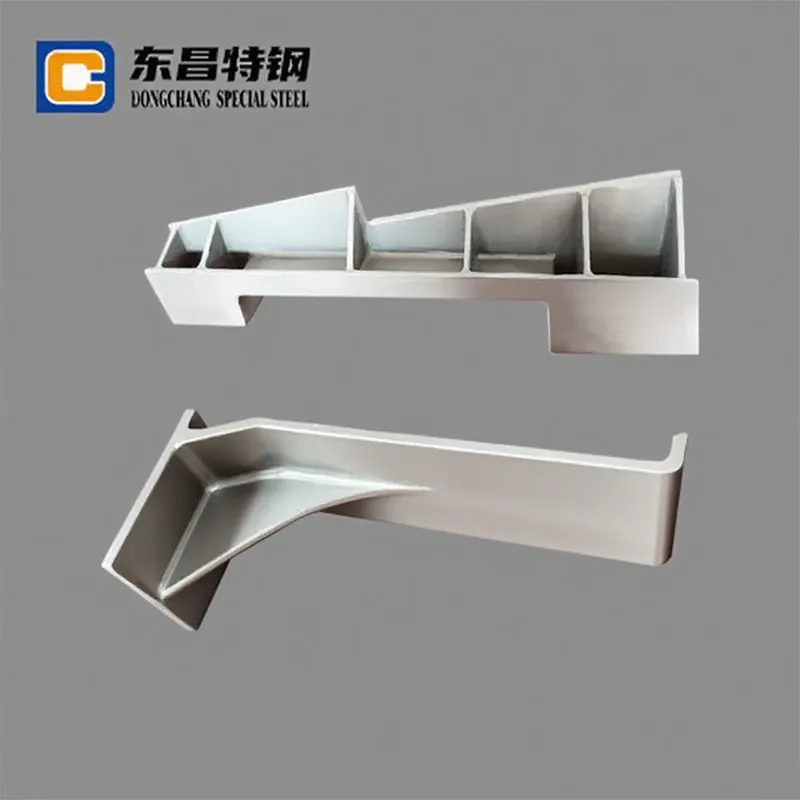
 Подвесная доска
Подвесная доска -
 Прямоугольная корзина для термической обработки
Прямоугольная корзина для термической обработки
Связанный поиск
Связанный поиск- Строительные материалы поставщик
- Печь с выкатным подом
- Уплотнения рабочих колес производитель
- плита футеровочная резино металлическая 500х500х50мм
- термическая обработка металла
- Захватное приспособление основный покупатель
- Футеровочная плита фп 1 основный покупатель
- прошедшей термическую обработку
- Цепь пильная звеньев цена
- Колосниковая решётка заводы