



Предварительная термическая обработка производитель
Начнем с того, что термин предварительная термическая обработка производитель часто воспринимается как какое-то узкоспециализированное направление. Но на самом деле это лишь часть гораздо более широкого процесса – подготовки металла к дальнейшей обработке. И, как и в любой сфере производства, здесь хватает мифов и упрощений. Я достаточно долго работаю в этой области, и часто сталкиваюсь с ситуациями, когда клиенты ожидают универсального решения, не учитывая специфику материала, его состав и требуемые конечные характеристики. Важно понимать, что предварительная термическая обработка – это не просто нагрев и охлаждение, это сложная инженерная задача, требующая глубокого понимания физико-химических процессов.
Почему предварительная термическая обработка критически важна?
В первую очередь, стоит говорить о влиянии этой обработки на последующие этапы – механическую обработку (токарные, фрезерные, шлифовальные работы), сварку, термообработку. Представьте себе зажатый в тиски кусок стали, который не был правильно подготовлен – высокая вероятность появления трещин, деформаций, неравномерности твердости. Неправильная предварительная термическая обработка может стать причиной значительных экономических потерь и серьезных проблем с качеством готового изделия. Я видел множество примеров, когда, казалось бы, незначительная ошибка на этом этапе приводила к необходимости переделки партии деталей.
Кроме того, предварительная термическая обработка может существенно повлиять на чистоту поверхности металла. Например, при нагреве и последующем охлаждении может происходить выщелачивание примесей, что важно для определенных сплавов. Эта процедура также может использоваться для снятия остаточных напряжений, возникших при предыдущих этапах обработки. К примеру, у нас в компании ООО Синхуа Дунчан Легированная Сталь есть опыт работы с высокопрочными сталями, где снятие напряжений – обязательный этап перед механической обработкой. Мы используем различные режимы охлаждения для достижения оптимального результата.
Типы предварительной термической обработки
Сюда можно отнести широкий спектр операций: от отжига и нормализации до закалки и отпуска. Выбор конкретного метода зависит от множества факторов: марки стали, размеров детали, требуемых механических свойств. Например, для деталей сложной геометрии, где важна минимизация деформаций, чаще применяют отжиг. А для деталей, требующих высокой прочности и твердости, – закалку с последующим отпуском. Нужно помнить, что даже небольшие изменения в параметрах процесса могут существенно повлиять на конечный результат.
Мы, как производитель, часто сталкиваемся с запросами на проведение термической обработки по ГОСТ или другим стандартам. Но часто бывает, что эти стандарты не учитывают специфику конкретного материала или технологического процесса. Поэтому мы всегда стараемся подходить к решению задач индивидуально, разрабатывая собственные технологические карты. И в этом нам помогает тесное сотрудничество с нашими партнерами – такими как Северо-Западный политехнический университет, с которыми мы поддерживаем долгосрочные отношения.
Технологические особенности и вызовы
Одним из основных вызовов является обеспечение равномерного нагрева детали. Особенно это актуально для крупногабаритных изделий или деталей сложной формы. Неравномерный нагрев приводит к возникновению внутренних напряжений и деформаций, что негативно сказывается на качестве продукции. Для решения этой задачи используются различные методы нагрева: индукционный нагрев, печное нагревание, плазменный нагрев. Выбор метода зависит от размера детали, требуемой скорости нагрева и доступного оборудования.
Еще одна важная проблема – контроль температуры и времени выдержки. Точный контроль этих параметров – залог получения желаемых свойств металла. Мы используем современные системы автоматического управления процессом, которые позволяют осуществлять постоянный мониторинг температуры и корректировать параметры нагрева в режиме реального времени. Это особенно важно при работе с нестабильными материалами или при выполнении сложных технологических операций.
Пример из практики: обработка титановых сплавов
Недавно у нас был заказ на обработку титановых сплавов для авиационной промышленности. Титан – материал очень требовательный к технологическим процессам. Любая ошибка при термической обработке может привести к потере прочности и коррозионной стойкости. Мы разработали специальную технологическую карту, учитывающую все особенности сплава. Особое внимание уделялось контролю атмосферы в печи, чтобы избежать окисления поверхности. В результате нам удалось получить детали с требуемыми механическими свойствами и высокой точностью размеров. Этот проект стал для нас хорошей практикой и показал, насколько важен индивидуальный подход к каждому заказу.
Оборудование и контроль качества
Для проведения предварительной термической обработки используется широкий спектр оборудования: печи (индукционные, масляные, воздушные), системы охлаждения, датчики температуры, контроллеры. Мы постоянно следим за обновлениями оборудования, чтобы предлагать нашим клиентам самые современные и эффективные решения. Наше оборудование регулярно проходит техническое обслуживание и калибровку, что гарантирует точность и надежность измерений.
Контроль качества является неотъемлемой частью процесса термической обработки. Мы используем различные методы контроля: визуальный контроль, ультразвуковой контроль, рентгеновский контроль, спектральный анализ. Это позволяет выявить дефекты металла и убедиться в соответствии продукции требованиям заказчика. Мы сотрудничаем с независимыми лабораториями для проведения более сложных испытаний.
Будущее предварительной термической обработки
Сейчас активно развиваются новые технологии, такие как закалка с использованием лазеров, и автоматизированные системы контроля качества. Ожидается, что в будущем роль предварительной термической обработки станет еще более важной, поскольку растет потребность в высококачественных и надежных металлических изделиях. Мы, как производитель, стремимся идти в ногу со временем и постоянно совершенствовать наши технологии.
ООО Синхуа Дунчан Легированная Сталь планирует расширять спектр предоставляемых услуг в области термической обработки, в том числе за счет внедрения новых видов оборудования и разработки новых технологических процессов. Мы уверены, что сможем предложить нашим клиентам оптимальные решения для любых задач.
Соответствующая продукция
Соответствующая продукция




Самые продаваемые продукты
Самые продаваемые продукты-
 Жаропрочный и высокотемпературный поддон для для камерных печей
Жаропрочный и высокотемпературный поддон для для камерных печей -
 Колосниковая решётка для мусоросжигательных котлов из жаропрочной стали
Колосниковая решётка для мусоросжигательных котлов из жаропрочной стали -
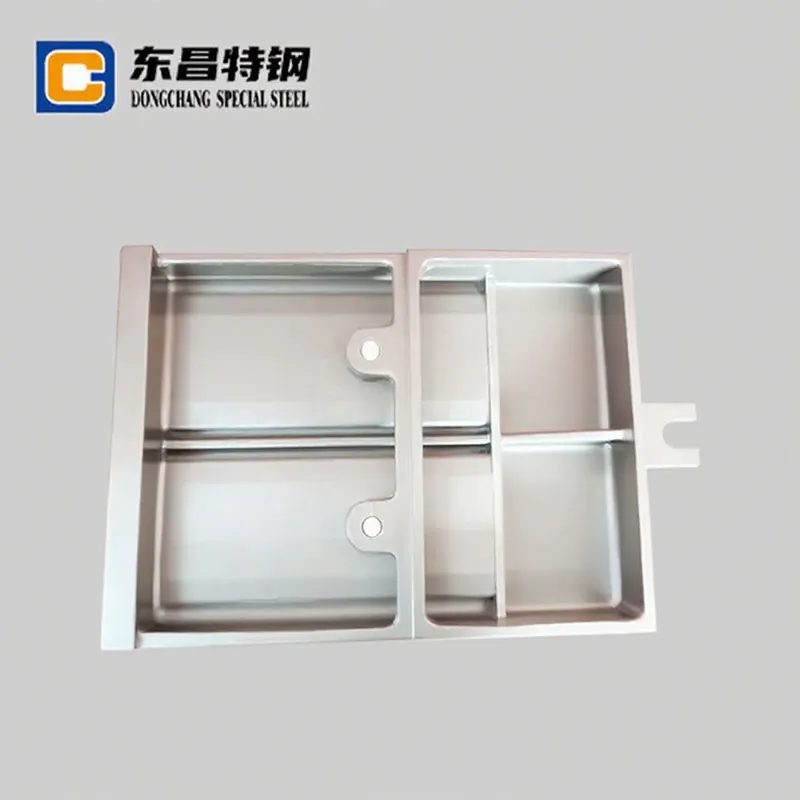
 Лоток для материала
Лоток для материала -
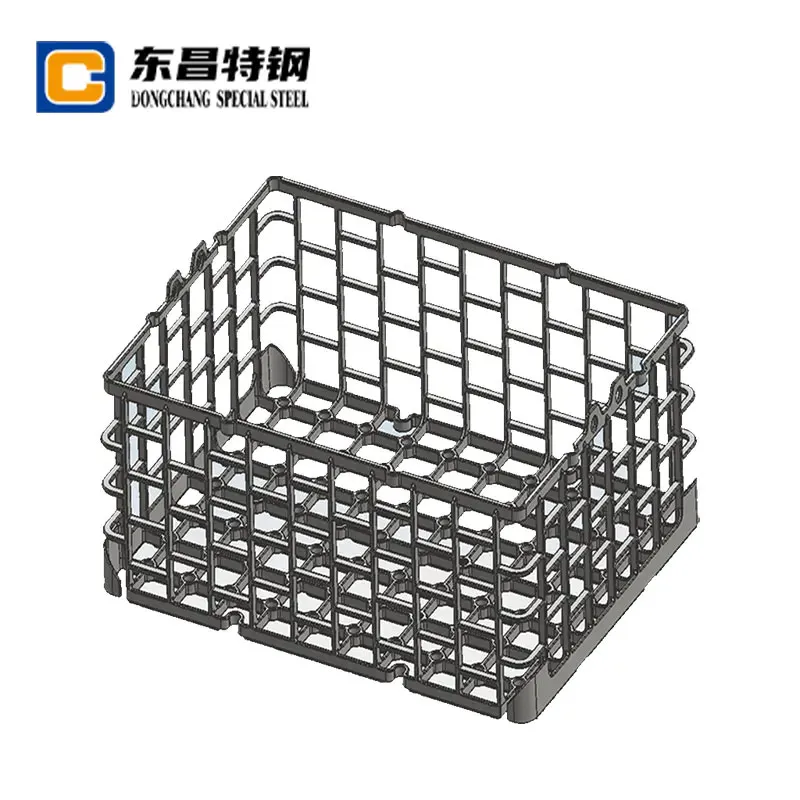
 Термостойкая и жаропрочная корзина
Термостойкая и жаропрочная корзина -
 Лоток из точного литья
Лоток из точного литья -
 Литая деталь вентилятора, жаропрочная и износостойкая (до 980°C)
Литая деталь вентилятора, жаропрочная и износостойкая (до 980°C) -
 Литейный поддон из жаропрочной стали для высоких температур
Литейный поддон из жаропрочной стали для высоких температур -
 Комбинированные разбрасыватели
Комбинированные разбрасыватели -
 Износостойкая литая сталь многоцелевая трубка радиатора печи
Износостойкая литая сталь многоцелевая трубка радиатора печи -
 Раздел
Раздел -
 Лопатка вентилятора из легированной стали
Лопатка вентилятора из легированной стали -
 В большинстве печей используются излучающие трубки электрического нагрева
В большинстве печей используются излучающие трубки электрического нагрева
Связанный поиск
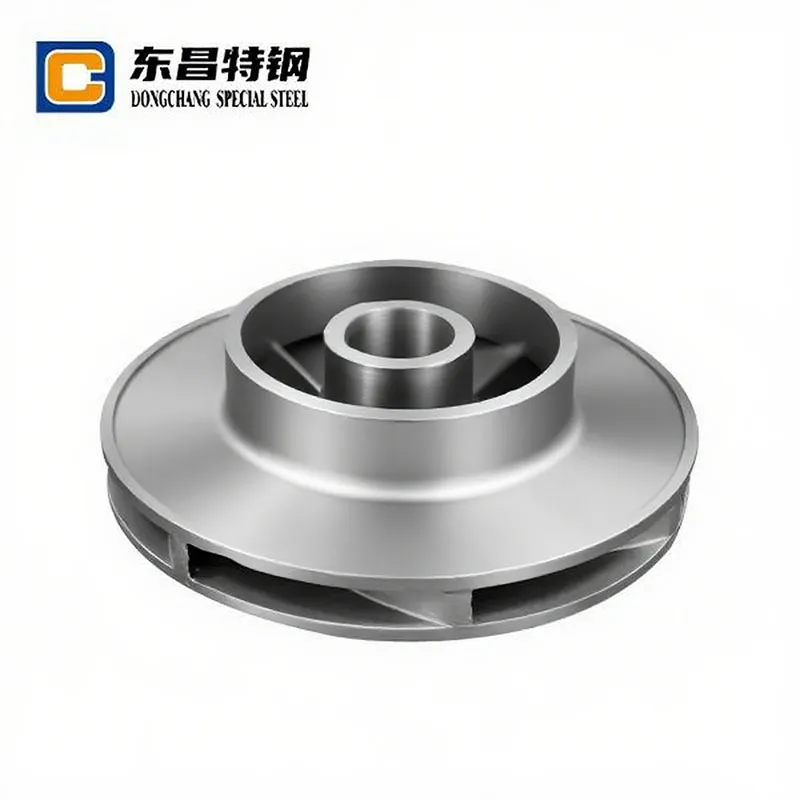
Связанный поиск- Рабочее колесо центробежного насоса заводы
- Рабочее колесо дымососа производитель
- Изготовление лопаток турбин производитель
- Радиальные рабочие колеса производители
- Режимы термических обработок производители
- Рабочее колесо вентилятора основный покупатель
- Лопатка рабочего колеса производитель
- Термическая обработка цена
- Рабочий колесо крыльчатка заводы
- Коррозионностойкая загрузочная плита