



термическая обработка применение
Термическая обработка – штука непростая. Часто на семинарах и в учебниках преподносят как четкий набор параметров: температура, время, атмосфера. Но реальность, знаете ли, гораздо интереснее. Как опытный инженер, я видел, как кажущиеся незначительными отклонения в этих параметрах приводят к катастрофическим последствиям для свойств материала. И наоборот, минимальные, но точно выверенные изменения могут радикально улучшить характеристики изделия. Сегодня хочу поделиться некоторыми мыслями и практическими наблюдениями, собранными за годы работы. Не буду вдаваться в теоретические дебри, скорее, поделюсь опытом.
Основные этапы и распространенные ошибки
Итак, прежде чем говорить о конкретных применениях, стоит обозначить базовые этапы термической обработки. Мы говорим о нагреве, выдержке и охлаждении, но каждый из этих этапов – это отдельная, сложная задача. Например, неправильно подобранная скорость охлаждения может привести к образованию внутренних напряжений, что, в свою очередь, спровоцирует деформации и даже разрушение детали. А как насчет неравномерного нагрева? Этого тоже стоит избегать любой ценой. Мы сталкивались с ситуациями, когда, казалось бы, все параметры соблюдены, а деталь все равно выходит с неоднородными свойствами. Причина часто кроется в неправильной геометрии печи или плохой теплопроводности материала. Это довольно распространенная ошибка, особенно при работе с крупными деталями. И вот тут уже начинается самое интересное – поиск и устранение проблемы.
Еще одна ошибка, которую часто наблюдаю, это пренебрежение предварительной подготовкой поверхности. Недостаточная очистка от окалины или других загрязнений может значительно снизить эффективность термической обработки и привести к неравномерности процесса. Это особенно актуально для сталей с высоким содержанием углерода или легирующих элементов. Мы однажды потратили месяцы на выяснение причины некачественной закалки, а оказалось, что деталь была плохо очищена перед нагревом. Это был болезненный, но ценный урок. Иногда кажется, что это мелочи, но они определяют результат.
Закалка и отпуск: тонкая настройка
Закалка и отпуск – пожалуй, самые важные этапы термической обработки для большинства инженерных изделий. Закалка повышает твердость и износостойкость, но одновременно делает материал более хрупким. Отпуск, с другой стороны, снижает хрупкость, сохраняя при этом значительную часть твердости. Правильный выбор параметров отпуска – это искусство. Мы успешно применяем различные схемы отпуска для деталей двигателей внутреннего сгорания, валов и других критически нагруженных элементов. Важно понимать, что даже небольшое изменение температуры или времени отпуска может существенно повлиять на конечные свойства.
У нас в компании ООО Синхуа Дунчан Легированная Сталь, мы тесно сотрудничаем с Северо-Западным политехническим университетом в вопросах оптимизации режимов термической обработки различных сталей. Они проводят необходимые исследования и помогают нам разработать оптимальные параметры для каждой конкретной детали. Это сотрудничество позволяет нам постоянно совершенствовать наши технологии и обеспечивать высокое качество продукции.
Цементация и азотирование: улучшение поверхностных свойств
Цементация и азотирование – это процессы насыщения поверхностного слоя стали углеродом или азотом, что значительно повышает износостойкость и коррозионную стойкость. Особенно часто эти процессы применяются для деталей, подверженных высоким нагрузкам и воздействию агрессивных сред. Мы часто используем цементацию для изготовления шестерен и валов, а также азотирование для улучшения износостойкости подшипников. Конечно, эти процессы требуют тщательного контроля параметров, чтобы избежать образования трещин и других дефектов.
Относительно азотирования, многие наши партнеры используют различные методы, включая химическое азотирование и плазменное азотирование. Плазменное азотирование, хотя и дороже, обеспечивает более равномерное насыщение поверхности и меньше деформаций. Это становится особенно важным при обработке сложных геометрических форм. ООО Синхуа Дунчан Легированная Сталь владеет более чем 100 единицами различного металлургического и отделочного оборудования, что позволяет нам осваивать и внедрять новые методы термической обработки.
Практический пример: закалка шатунов двигателя
Рассмотрим конкретный пример: закалка шатунов двигателя внутреннего сгорания. Эти детали испытывают огромные нагрузки и должны обладать высокой прочностью и износостойкостью. После ковки шатуны подвергаются закалке в масле при определенной температуре. Параметры закалки зависят от марки стали и требуемых свойств. После закалки следует отпуск, который снижает хрупкость и повышает ударную вязкость. Мы используем специальное оборудование для контроля температуры и скорости охлаждения, чтобы обеспечить равномерность закалки и избежать образования внутренних напряжений. Проверка на наличие дефектов выполняется с использованием ультразвукового контроля и других методов.
Мы однажды столкнулись с проблемой повышенной хрупкости шатунов после закалки. После тщательного анализа выяснилось, что причиной была несовместимость масляной ванны с маркой стали. Мы быстро заменили масло и успешно решили проблему. Этот случай показывает, насколько важно учитывать все факторы, влияющие на процесс термической обработки. При работе с различными марками сталей нужно подбирать оптимальные параметры закалки и отпуска, а также использовать подходящие охлаждающие жидкости.
Будущее термической обработки
Сегодня, когда технологии быстро развиваются, термическая обработка тоже не стоит на месте. Мы все активнее используем компьютерное моделирование и другие современные методы для оптимизации режимов термической обработки. Это позволяет нам сократить время испытаний и получить более точные результаты. В будущем, я думаю, мы увидим еще больше автоматизации и интеллектуализации процессов термической обработки. Например, использование машинного обучения для контроля и управления процессом нагрева и охлаждения.
Кроме того, большое внимание уделяется экологичности процессов термической обработки. Разрабатываются новые технологии, позволяющие снизить выбросы вредных веществ и уменьшить потребление энергии. Это очень важный тренд, и мы активно следим за его развитием. ООО Синхуа Дунчан Легированная Сталь ставит перед собой задачу не только обеспечивать высокое качество продукции, но и минимизировать воздействие на окружающую среду.
Соответствующая продукция
Соответствующая продукция



Самые продаваемые продукты
Самые продаваемые продукты-
 Лоток из жаропрочной литой стали
Лоток из жаропрочной литой стали -
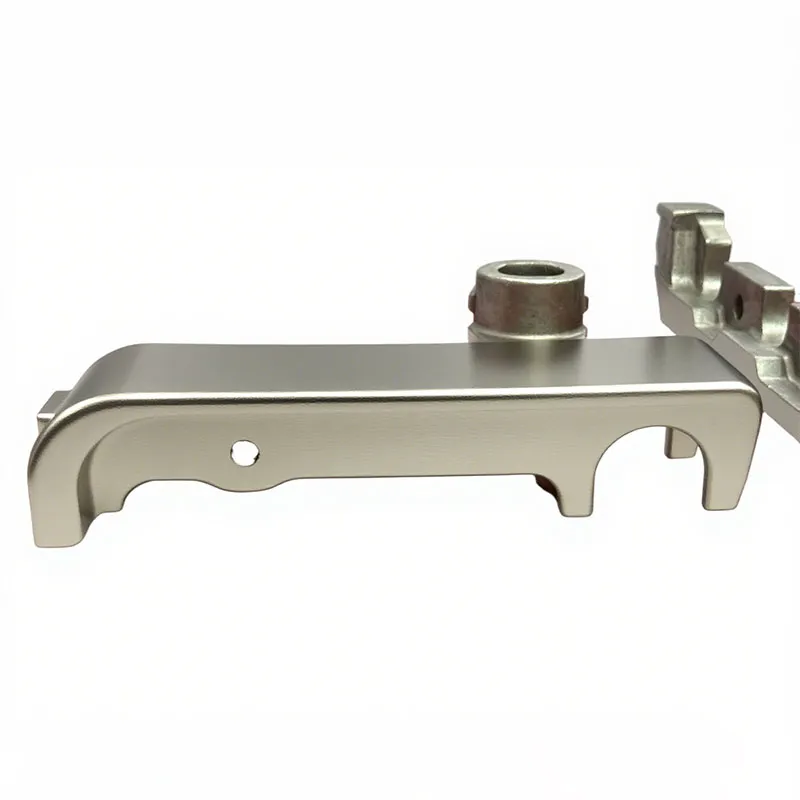
 Лопатка вентилятора из легированной стали
Лопатка вентилятора из легированной стали -
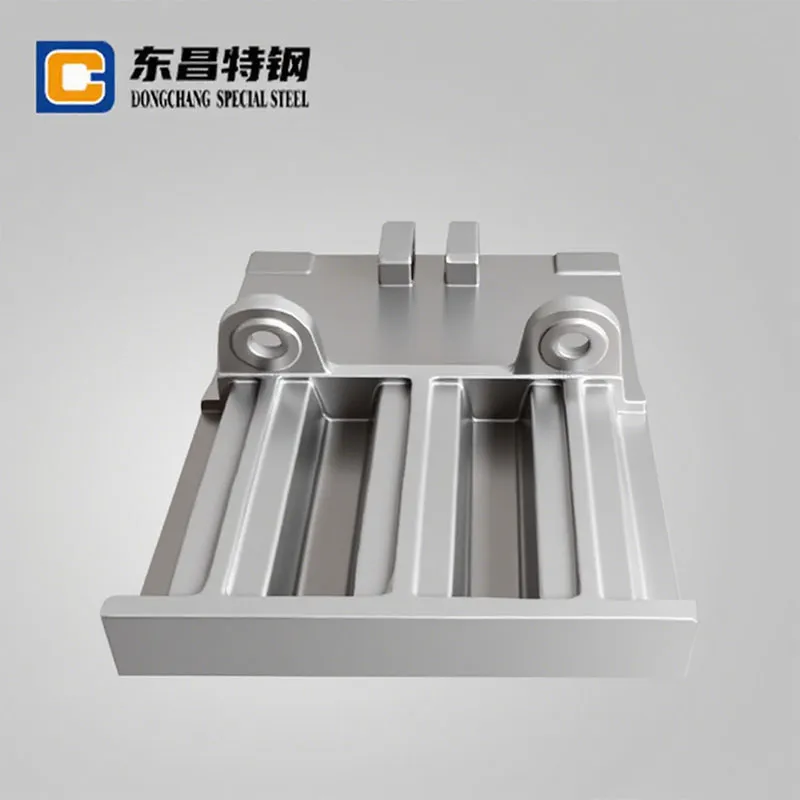
 Поддон из легированной жаропрочной стали
Поддон из легированной жаропрочной стали -
 Тяжелонагруженный поддон точного литья из высоколегированного сплава
Тяжелонагруженный поддон точного литья из высоколегированного сплава -
 Крупногабаритный термостойкий поддон для термообработки
Крупногабаритный термостойкий поддон для термообработки -
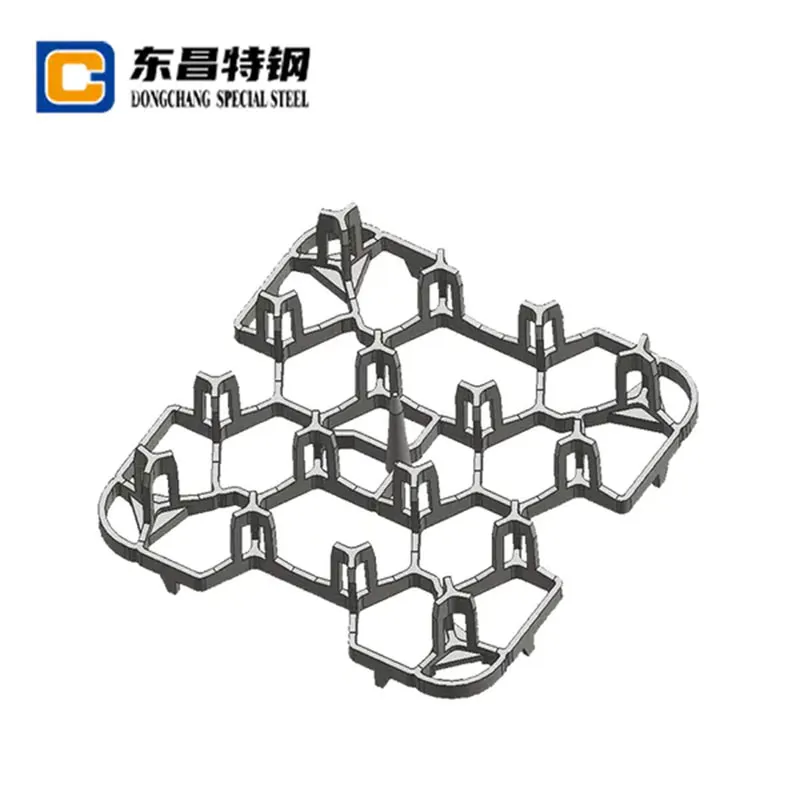
 Износостойкая колосниковая решётка для высокотемпературных применений
Износостойкая колосниковая решётка для высокотемпературных применений -
 Прямоугольный поддон из жаропрочного деформируемого сплава
Прямоугольный поддон из жаропрочного деформируемого сплава -
 Колосниковая решётка для мусоросжигательных котлов из жаропрочной стали
Колосниковая решётка для мусоросжигательных котлов из жаропрочной стали -
 Соединительная труба, термостойкая и износостойкая труба для термопар
Соединительная труба, термостойкая и износостойкая труба для термопар -
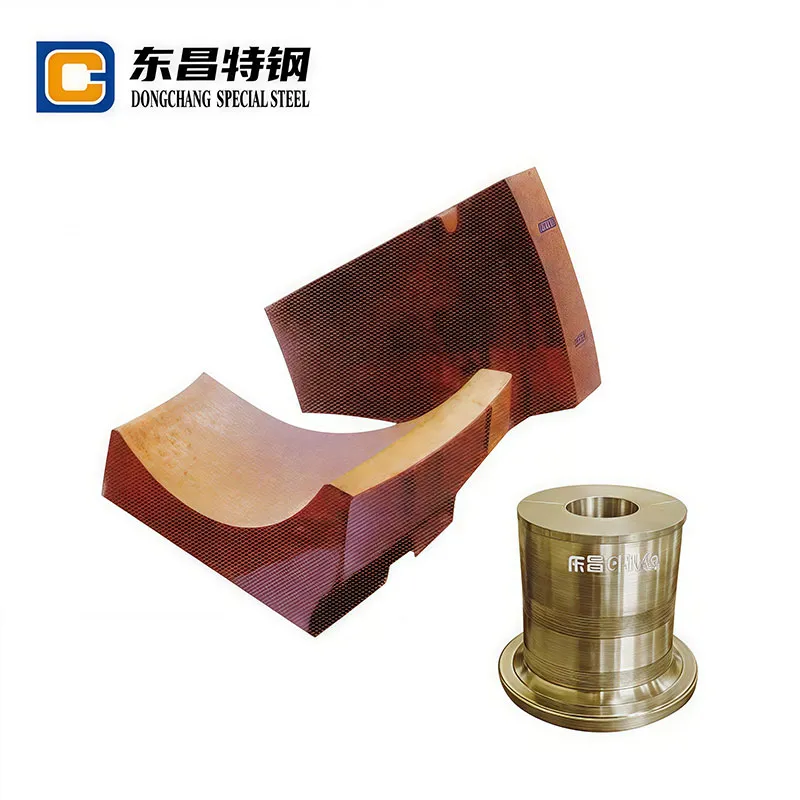 Огнеупорные консольные ролики, термостойкие роликовые головки
Огнеупорные консольные ролики, термостойкие роликовые головки -
 Жаропрочный и высокотемпературный поддон для для камерных печей
Жаропрочный и высокотемпературный поддон для для камерных печей -
 Жаропрочная регулирующая решётка с управляемым потоком
Жаропрочная регулирующая решётка с управляемым потоком
Связанный поиск
Связанный поиск- Захватное приспособление поставщик
- Варианты термической обработки производители
- Ползун цена
- термическая обработка сплава
- Диаметр рабочего колеса поставщик
- Рабочее колесо центробежного насоса производители
- Загрузочный поддон поставщик
- горелка рмг 1 с форсункой р 200
- Рабочее колесо центробежного основный покупатель
- Рабочее колесо центробежного насоса завод